您好,欢迎访问这江苏丽浮

专注管材成型设备生产
管材加工成型设备专业制造商
全国服务热线18796838612
全国服务热线18796838612
首页 > 秋葵app视频官网 资讯 > 秋葵成人app行情
[专利摘要]本实用新型提出了一种全自动秋葵成人app,包括机架。 框架上设有可承载弯管的装载装置; 上料装置的前侧为出料端,出料端连接有可将管材从上料装置输送出来的A滑道。 滑道底部装有弯管装置,可对待弯曲的管材进行弯曲。 待弯曲的管子通过滑道滑至滑道底部。 在弯管装置的作用下,管道发生弯曲。 该全自动秋葵成人app通过液压系统的配合,可以实现管材的自动送料,提高工作效率。
【专利说明】
全自动秋葵成人app
技术领域
[0001] 本发明属于液压弯管领域,具体涉及一种全自动秋葵成人app。
【背景技术】
液压秋葵成人app是工程安装过程中常用的机械设备。 它用于将金属直管弯曲成适合安装应用的金属弯管。 液压秋葵成人app工作时,通常先将金属直管的两侧进行弯曲。 端部固定,然后液压缸活塞杆伸出,挤压金属直管中部,使金属直管弯曲。
[0003] 目前,公知的秋葵成人app主要是手动杠杆式秋葵成人app和大型笨重的单头秋葵成人app。 手动秋葵成人app需要人们靠自己的力量来弯曲管子,费时又费力。 弯曲范围小,弯曲精度不高。 弯曲角度完全取决于操作者的视觉感知和经验积累; 巨大的单头秋葵成人app体积太大,需要更换模具。 这是费时又费力的。 单头弯曲导致液压缸的回程距离变长,降低工作效率。 另外,现有的秋葵成人app一次只能弯一根管子,弯管效率不高。 另外,弯管完成后,还需要人工准备管材,还需要人工收集弯管后的管材,这都耗费大量的时间。
中国实用新型专利CN204799716U公开了一种适合工程安装的液压秋葵成人app。 液压秋葵成人app包括:机架、液压缸、缓冲装置; 其中,车架包括:两个立柱和上横梁,液压缸倒置于上横梁中部,液压缸的活塞杆穿过上横梁,直接设置缓冲装置在活塞杆的下方,因此活塞杆的外伸端装有半圆形挤压头; 上梁底部在活塞杆两侧设有横向导轨,各立柱可沿相应的横向导轨移动。 横向移动,横梁与立柱顶部通过紧固件紧密连接; 每个立柱中部安装有支撑横杆,支撑横杆的外伸端安装有导向滚轮。
[0005] 上述现有专利虽然可以挤压加工不同长度、尺寸或不同弯曲角度的金属管材,但无法实现全自动送料,工作效率较低。
[发明内容]
[0006] 为了解决上述问题,本发明提供了一种全自动秋葵成人app。 该全自动秋葵成人app可以通过液压系统的配合实现管材的自动送料,提高工作效率。
为了实现上述目的,本发明所采用的技术方案是:
[0008] 一种全自动秋葵成人app,包括机架,所述机架上设置有可承载弯管的装载单元; 装载单元的前侧为出料端,该出料端连接有可将物料从装载单元内输送到输出管道的进料单元。 滑道底部设有弯管装置,可将待弯曲的管材弯曲。 待弯曲的管材通过滑道滑至滑道底部,在弯管装置的作用下管材被弯曲。
[0009] 作为本发明的进一步优化,所述弯管单元包括设置在滑道底部前侧的固定弯管和设置在滑道底部后侧的活动弯管,其中,固定弯头包括安装在滑轨底部后侧的固定弯管。 框架上的大模具支撑架,以及大模具支撑架末端的大模具组; 活动弯管连接有可驱动活动弯头运动的大弯管缸,活动弯管包括安装在大液压缸上的活塞端部设有小模具安装支架,以及小模具安装在小模具安装支架的末端。 小模具有两个,对称排列在大模具两侧。
[0010] 作为本发明的进一步优化,所述大模具支撑架上设有可前后移动的推杆。 当推杆移动到前端时,即可将大模具上的管材推离大模具。
[0011] 作为本发明的进一步优化,所述大模具包括多个根据弯曲角度内凹的弯曲槽,以及相邻弯曲槽之间形成的凸起。
[0012] 作为本发明的进一步优化,所述上料单元包括料斗,所述料斗前端的出料端设有可检测管材是否到达的光轴,所述光轴为连接到料斗两端的轴承座上。 光轴上装有带间隙的滚轮,可夹紧管道; 料斗底部由后向前向下倾斜。 料斗底部包括依次连接的固定板和杠杆板。 杠杆板底部连接有可推动的小液压缸,使杠杆板上下移动; 滚轮通过连杆与杠杆板底部连接,连杆一端通过销轴与滚轮连接,滚轮另一端通过销轴与杠杆板连接,小型液压机气缸启动,小液压缸推动杠杆板上下运动,同时连杆带动滚筒旋转,直至料斗内的管材落至滚筒前端的滚筒间隙处。料斗。
[0013] 作为本发明的进一步优化,所述杠杆板底部的框架上固定安装有支撑架。 支撑架的上端铰接有销轴,销轴的另一端连接于杠杆板的底部。
[0014] 作为本发明的进一步优化,所述料斗的前端安装有挡板,所述挡板的底部与料斗的底部之间形成有可供管道通过的空间,所述挡板的底部与料斗的底部之间形成有可供管道通过的空间,所述挡板的底部与料斗的底部之间形成有可供管道通过的空间,所述挡板的底部与料斗的底部之间形成有管道通过的空间。挡板上设有可调节高度的孔。
[0015] 作为本发明的进一步优化,所述滑道为向下弯曲的弧形轨道。 滑道两侧设有加强筋,防止管道从滑道中脱落。 滑道底部设有与管道相配合的筋条。 卡槽。
[0016] 作为本发明的进一步优化,所述弯管单元的底部设有可滑动回收弯曲成型管材的斜板。
[0017] 作为本发明的进一步优化,所述框架的底部安装有多个脚轮,所述脚轮通过螺栓固定在框架上。
与现有技术相比,本发明的优点和积极效果是:
1、本发明全自动秋葵成人app通过液压系统的配合实现管材的自动送料,提高了工作效率;
2、本发明的全自动秋葵成人app通过液压系统和单片机的协同,可以实现多根管子的同时弯管,更加快捷方便;
[0021] 3、本发明的全自动秋葵成人app通过液压系统的有效配置,缩短了回程距离;
[0022] 4、本发明通过位移传感器的作用,可以准确地检测弯曲外倾角,更加准确;
[0023] 5、本发明设有收集管道的斜板,更加方便。
【图片说明】
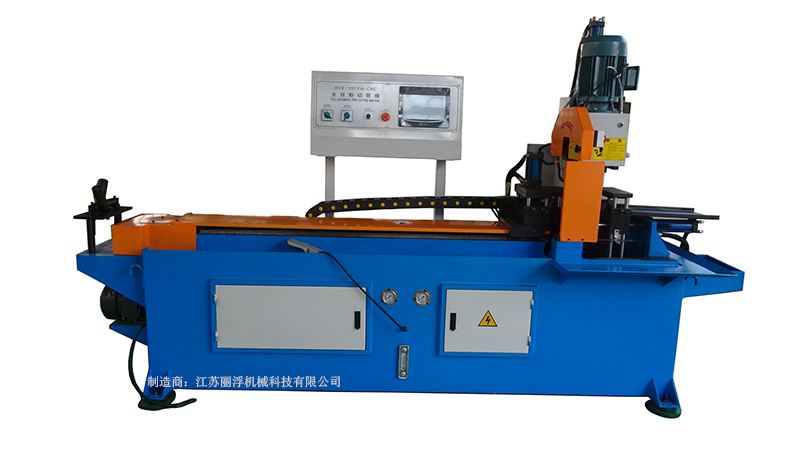
图1是本发明的全自动秋葵成人app的立体图。
图2是图1中的进给单元的立体图。
图3是装载单元的主视图。
图4是料斗内部底板示意图;
图5是弯管单元的示意图;
图6是大模具的主视图。
[0030]图7是其中一个幻灯片的透视图。
上图中各图: 1、框架; 2、料斗; 21、支撑架; 22、固定板; 23、杠杆板; 24、挡板; 3、滑梯; 31、肋骨; 32、卡槽; 33、光轴; 34. 滚筒; 4、弯管装置; 41、大型模具支撑架; 42、大型模具; 421. 突出; 422. 弯曲槽; 43、小模具安装支架; 44.小型模具;45. 推杆; 5、斜板; 6、小型液压缸; 7、大型液压缸。
【详细方式】
[0032] 下面通过示例性实施例对本发明进行详细说明。 然而,应当理解,一个实施例的元件、结构和特征可以有利地组合在其他实施例中,而无需进一步叙述。
在本发明的描述中,需要说明的是,全自动秋葵成人app的长度方向为安装后的横向方向; 术语“内”、“外”、“上”、“下”、“前”、“后”等指示的方向或位置关系基于附图中所示的位置关系。 这只是为了方便描述本发明并简化描述。 它并不表明或暗示所提及的设备或元件必须具有特定的方向或特定的方向。 定向、构造和操作,因此不应被解释为对本发明的限制。
[0034] 请参阅图1,为本发明全自动秋葵成人app的立体图。 如图1所示,本发明的全自动秋葵成人app包括机架I,机架I上设有可容纳弯管的装载单元2。 上料单元2的前侧为出料端,出料端连接有滑道3,可输送来自上料单元2的管材。 滑道3的底部设置有弯管单元4,可以对待弯曲的管材进行弯曲,待弯曲的管子通过滑道3滑到滑道3的底部,在弯曲单元4的作用下,管材被弯曲。弯管装置 4.
请参阅图2和图4,如图所示,上述弯管单元4包括设置在滑道3底部前侧的固定弯管和设置在滑道3底部后侧的活动弯管。滑道3、固定弯管包括固定安装在框架上的大模具支撑架41和设置在大模具支撑架41末端的大模具42。 活动弯管连接有可驱动活动弯管缸7运动的大液压,活动弯管包括安装在大液压缸活塞端的小模具安装支架43,小模具44安装在小模具安装支架43的末端。小模具44有两个,对称设置在大模具42的两侧。
同时,进一步地,为了将完全弯曲的管材推出大模具,上述大模具支撑架42上设置有可前后移动的推杆45。 当推杆45移动到前端时,可推动大模具42上的管子与大模具42分离。
[0037]参见图6,其为大型模具的结构示意图。 如图所示。 如图6所示,大模具42包括根据弯曲角度的多个凹状弯曲槽422以及形成在相邻弯曲槽之间的突出部421。 同时,小模具44也具有与大模具相匹配的凹凸结构。 通过大模具和小模具的配合,将管材放置在弯曲槽422处,实现管材的弯曲。
继续参考图2,装载单元2包括料斗。 料斗前端出料端设有可检测管子是否到达的光轴33。 光轴33与设置在料斗两端的轴承座连接。 光轴33上间隔设置有间隙的滚轮34,用于夹持管道。 料斗底部由后向前向下倾斜。 料斗的底部包括依次连接的固定板22和杠杆板23。 杠杆板23底部连接有小液压缸6,可推动杠杆板23上下移动; 滚轮34通过连杆连接到杠杆板23的底部,启动小液压缸6。 小液压缸6推动杠杆板23上下移动,同时通过连杆带动滚轮。 滚轮34旋转直至料斗内的管子落入料斗前端滚轮34的间隙处。
为了控制杠杆板的运动范围,本发明在杠杆板23的底部固定安装有支撑架21,支撑架21的上端通过销轴铰接。 ,销钉的另一端连接到杠杆。 板23底部。 料斗前端安装有挡板24。 挡板24的底部与料斗的底部之间形成有管道可以穿过的空间。 挡板上设有可调节高度的长孔,挡板通过螺栓安装在长孔内。 在不同位置,挡板底部与料斗底部的距离可以调节。 这个距离的调整原则是让管道能够弯曲通过。
[0040] 请参阅图7,其为本发明滑道的结构示意图。 如图7所示,滑道3为向下弯曲的弧形轨道。 滑道3对称设置在料斗两侧。 滑道3两侧设有筋条31,防止管子从滑道中脱落。 滑道3的底部设有与管道相配合的槽32; 当待弯管件落到滑道底部时,正好卡在槽内,从而使秋葵成人app能够对管子进行弯曲。 同时,设置这个槽的好处是,当需要同时弯曲多根管子时,其中一根管子落入槽内,可以更好地固定,不会滑到外面。 这样,其他管道在掉落的同时也不会掉落。 影响第一根掉落的管道。
[0041] 本发明还提供了一种可以回收弯管的结构,即弯管单元4的底部设置有可以向下滑动并回收弯曲成型管材的斜板5。 结合上述技术特点,当管材被弯管装置4弯曲时,通过推杆45的作用将弯管推下大模具42,管材落到斜板5上,然后弯管沿斜板落下。 回收,自动化回收更方便快捷,节省人力。
[0042] 另外,为了方便本发明秋葵成人app的移动,机架1的底部安装有多个脚轮,脚轮通过螺栓固定在机架上。
[0043] 另外,由于本发明中的液压控制、单片机控制等均为公知常识,因此上面不再详细描述。 然而,在本发明中,需要精确的控制以实现完全的自动化。 因此,在此,秋葵app在线观看对本发明中的所有液压控制、单片机控制等进行一一简单描述。 本发明的框架上还设置有电动机,该电动机是本发明的主要动力源。 具体来说,分为两个回路,分别为大液压缸和小液压缸提供动力:第一个回路,电机驱动齿轮。 泵工作时,齿轮泵通过油管从油箱吸油,然后齿轮泵的出油口通过油管连接到溢流阀,然后通过油管连接到第一电磁换向阀,然后通过油管连接到小液压缸,最后通过油管连接回油箱; 小液压缸顶部通过销轴与杠杆板连接,负责推动杠杆板,使料斗内的管道振动下落; 另一种是电机驱动的齿轮泵,通过油管从油箱吸油,然后齿轮泵的出油口通过油管连接溢流阀,然后通过油管连接到第二个电磁换向阀管,然后通过油管连接到大液压缸,最后通过油管连接回油箱。
[0044] 上述光轴和推杆均与单片机电连接。 对于装载过程,更详细的是:滚轮是一个外圆周有间隙的圆盘,其中心焊接在光轴上。 光轴可旋转,滚轮的外圆周与杠杆板通过连杆连接,杠杆板的倾斜带动滚轮旋转。 当杠杆板前端向下倾斜至最低点时,管材从料斗流至滚筒间隙。 当杠杆板倾斜至最高点时,料斗退出。 关闭时,滚轮旋转,带动管材从滑道排出; 挡板防止管道流出时飞出。
为了更加清楚地说明本发明,下面结合其工作过程进行具体说明:
[0046] 首先,根据管道的长度调整料斗两侧侧板之间的距离,根据管道的直径调整料斗挡板的高度,即改变出口的尺寸料斗,然后更换合适型号的弯曲单元。 准备工作完成后,将管材放入料斗中,打开电源开关,在机架旁边的触摸控制屏上设置合适的工作速度和要弯曲的管材角度,然后单击启动按钮。 小液压缸向前推动。 当小液压缸的移动距离达到设定的需要距离时,一根管子滚到滚轮的间隙处,并将信息反馈给单片机,然后控制第一电磁换向阀改变方向。 使小液压缸后退。 后退过程中,滚轮和光轴旋转。 管道跟随滚轮的旋转到达滑道的底部。 此时小液压缸处于后退距离的最大点。 此时,出口处于关闭状态,单片机控制第一个电磁换向阀改变方向,小液压缸继续向前推动并重复这个动作,两根管道在滑道底部相互叠加,小液压缸在后退距离到最大点时停止运动,大液压缸开始工作。 大液压缸推动弯管移动。 与此同时,小模具和管材同时向前移动。 当管子与大模具接触时,接触部分被堵塞,无法继续与活动弯管接触。 向前移动,但小模具将继续推动管子,使其弯曲,形成弯曲角度。 但当大液压缸上的位移传感器检测到秋葵成人app的移动距离达到设定要求设定的相关角度时,将信息反馈给单片机,然后控制第二个电磁换向阀改变方向,控制大液压缸返回,到达起始位置后,带动小模具返回起始位置。 同时,推杆向下推动管道,然后沿斜板滑下,推杆返回到原来的位置。 重复以上动作。 弯管完成后,电机停止转动,弯管完成。
[0047] 以上所述仅为本发明的一个优选实施例而已,并不用于限制本发明的其他形式。 任何熟悉本领域的技术人员都可以利用上面公开的技术内容来做出等同改变或修改。 其他领域中可以采用等同的实施例,但是在不脱离本发明技术方案内容的情况下,基于本发明的技术实质对上述实施例所做的任何简单修改、等同变化以及修饰,均属于本发明保护的范围。本发明的技术方案。 范围。
[主权项目]
1.一种全自动秋葵成人app,包括机架,其特征在于:所述机架上设有可容纳弯管的装载单元; 上料单元的前侧为出料端,出料端连接有输送机从上料单元输出管材的滑道; 滑道底部设有弯管装置,可将待弯曲的管材弯曲。 待弯曲的管材通过滑道滑至滑道底部,在弯管装置的作用下管材被弯曲。 2.根据权利要求1所述的全自动秋葵成人app,其特征在于:弯管单元包括设置在滑道底部前侧的固定弯管头和设置在后侧的活动弯管头固定弯管包括固定安装在框架上的大模具支撑架、设置在大模具支撑架末端的大模具组; 活动弯管连接有大型液压缸,可驱动活动弯管运动。 弯管包括安装在大液压缸活塞端的小模具安装支架和安装在小模具安装支架端部的小模具。 有两个小模具,对称布置在大模具两侧。 3.根据权利要求2所述的全自动秋葵成人app,其特征在于:所述大模具支撑架上设有可前后移动的推杆。 当推杆移动到前端时,即可将大模具上的管材推离大模具。 。 4.根据权利要求2或3所述的全自动秋葵成人app,其特征在于:所述大模具包括多个按照弯曲角度内凹的弯曲槽,以及相邻弯曲槽之间形成的凸起。 5.根据权利要求1至3中任一项所述的全自动秋葵成人app,其特征在于:所述供料单元包括料斗,所述料斗前端的出料端设置有能够检测是否存在的光轴。管材已到。 轴与料斗两端的轴承座连接。 光轴上间隔布置有间隙的可夹紧管道的滚轮; 料斗的底部从后向前向下倾斜,料斗的底部包括依次连接的部件。 固定板和杠杆板,杠杆板底部连接有小液压缸,可以上下推动杠杆板; 滚轮与杠杆板底部通过连杆连接,连杆一端通过销轴与滚轮连接,滚轮另一端与杠杆板通过销轴连接,启动小型液压缸。 小液压缸推动杠杆板上下移动。 同时通过连杆带动滚筒旋转,直至料斗内的管材落至料斗前端的滚筒间隙处。
6.根据权利要求5所述的全自动秋葵成人app,其特征在于:杠杆板底部的机架上固定安装有支撑架,支撑架的上端用销轴铰接,另一端用销轴铰接。销的末端连接至杠杆板。 底部。 7.根据权利要求5所述的全自动秋葵成人app,其特征在于:所述料斗前端安装有挡板,所述挡板底部与料斗底部之间形成可供管材通过的空间,所述挡板上设有挡板。 用于高度调节的细长孔。 8.根据权利要求1所述的全自动秋葵成人app,其特征在于:所述滑道为向下弯曲的弧形轨道,滑道两侧设有筋条,防止管材从秋葵成人app外侧脱落。导轨。 通道底部设有与管道材质相匹配的槽口。 9.根据权利要求1所述的全自动秋葵成人app,其特征在于:所述弯管单元的底部设有可向下滑动并回收弯曲成型管材的斜板。 10.根据权利要求1所述的全自动秋葵成人app,其特征在于:所述机架底部安装有多个脚轮,所述脚轮通过螺栓固定在机架上。
【文件编号】B03C1/23GK205613567SQ2
【开业日期】2016年10月5日
【申请日期】2016年4月26日
【发明人】姜景涛、王云浩、陈凌川、侯明亮、景世涛
【申请人】青岛农业大学
热线电话:18796838612
联系人:朱经理
手机:18796838612
邮箱:1044463515@qq.com
地址:江苏省苏州市张家港东莱华宇路28号