您好,欢迎访问这江苏丽浮

专注管材成型设备生产
管材加工成型设备专业制造商
全国服务热线18796838612
全国服务热线18796838612
[专利摘要]本发明公开了一种自动秋葵app福引导入口,包括送料机构、秋葵app福引导入口、卸料机构和控制系统。 送料机构位于秋葵app福引导入口后面,为秋葵app福引导入口提供将待切割的管材送至机器的功能。 卸料机构位于秋葵app福引导入口的前面。 控制系统控制卸料机构、秋葵app福引导入口和上料机构的协同工作。 装载机构包括框架,且位于框架的右侧。 支撑柱有多根,机架左侧平行布置多块机构安装板; 机构安装板上设有转轴,转轴上设有滑轮; 物料带的一端固定在每个支撑柱上,物料带绕过一个滑轮,另一端连接至皮带牵引装置。 本发明可批量切割方管、圆管等各种管型、尺寸的管材,适用范围广泛。 从装载到最终切割和卸载,完全自动化,不需要人工监管。
【专利说明】
一种自动秋葵app福引导入口
技术领域
[0001] 本发明涉及钢材加工设??备领域,尤其涉及一种自动秋葵app福引导入口。
【背景技术】
[0002] 在钢管件加工过程中,往往需要先对管件进行切割,以利于后续的焊接、抛光、打磨等工序。 特别是对于大批量需要的管件,其长度、型号等都是特定的或特殊的。 要求。 现有的切管工艺往往依靠普通秋葵app福引导入口进行人工切割,效率非常低,劳动强度大,很容易导致工伤和事故,而且切割长度无法精确控制。
[0003] 为了解决上述问题,现在市场上出现了一些自动化钢管切割机,有效提高了钢管切割的效率,减少了人力投入,提高了生产安全性。 但仍存在一些常见问题,如:切割管材形状单一,有的只能切割圆管,有的只适合切割方管; 切割管材型号范围小,导致无法切割截面尺寸超出范围的管材。 因此,为了满足实际市场需要,将不同类型的钢管切割成预定的长度,往往需要使用多台自动秋葵app福引导入口。 这样一来,毫无疑问增加了生产成本的投入。
[发明内容]
[0004] 为了解决上述技术问题,本发明提供了一种自动秋葵app福引导入口,其能够对圆管、方管等各种形状和尺寸的管材进行精确定长切割。
本发明的上述目的是通过以下技术方案实现的:
一种自动秋葵app福引导入口,包括送料机构、秋葵app福引导入口和控制系统; 送料机构位于秋葵app福引导入口后面,将待切割的管材供给秋葵app福引导入口,控制系统控制送料机构与秋葵app福引导入口配合。
装载机构包括框架。 框架的右侧设有多个支撑柱。 机架左侧平行设置有多个机构安装板。 机构安装板上设有转轴,转轴上设有滑轮。 ; 各支撑柱上固定有料带的一端。 料带绕过皮带轮,另一端连接料带牵引装置。 料带的长度使其由于自身的重力和长度而在支撑柱和滑轮之间张开。 向上的弧线; 料带牵引装置拉动料带一端,使料带绕滑轮移动,从而使料带弧形部分产生所需的张紧度。
转轴左侧设有动力轴,动力轴上固定有多个链轮。 转轴一上对应设置有多个链轮二。 链轮一和链轮二上设置有链条,使多条链条呈水平且相互平行的整体状态; 动力轴与旋转驱动装置1连接,旋转驱动装置1驱动动力轴旋转。
机构安装板的左侧呈向下倾斜的形状。 机构安装板正面设有多个物料移动块。 移动驱动装置驱动多个移料块在机架上平行同步左右移动。 移动:有多个抬料块对应机架上的移料卡向左快速移动的极限位置。 升降驱动装置驱动多个物料升降块同步升降。 ;
秋葵app福引导入口包括机座、滑动导轨、卡爪机构一、卡爪机构二、卡爪机构三; 滑动导轨前后设置在机座上,爪机构一、爪机构二、爪机构3通过滑动驱动装置1在滑动导轨上独立移动。 靠近滑动导轨端部的一侧设有切割装置固定座,切割装置固定座上设置有倾斜导轨。 切割装置通过滑动驱动装置2可滑动地设置在倾斜导轨上,使得切割装置的切割刀片在向下滑动过程中延伸到卡爪机构2和卡爪机构3之间。
切割装置包括切割驱动电机和切割刀盘。 切割刀盘位于切割驱动电机的前方,切割驱动电机驱动切割刀盘旋转并进行切割; 切割驱动电机下方设有滑块,切割装置穿过其中。 切割驱动电机下方的滑块和滑动驱动装置2可滑动地设置在倾斜导轨上。
在其中一个实施例中,自动秋葵app福引导入口还包括位于切秋葵app福引导入口前方的出料机构,控制系统控制出料机构、秋葵app福引导入口和送料机构。 机构合作。
[0007] 在其中一实施例中,框架还设有平管机构,其包括固定框架、平管板以及调节机构; 固定框架包括垂直部分和水平部分。 部分; 垂直部分垂直固定在框架左侧; 水平部分通过一端固定在垂直部分的上端,呈悬臂梁状;
调节机构包括手轮、传动轴和齿轮齿条传动机构三部分。 传动轴可转动地设置于水平部的一端。 齿轮齿条传动机构三的齿轮固定位于传动轴上。 齿轮齿条传动机构 三个齿条与切边板固定连接; 修整板的底部形状与链条上边缘和机构安装板左侧斜坡状部分的边缘相适应。 转动手轮可调节修边板下表面及链条。 机构安装板左侧倾斜部分的上边缘与边缘之间的间隙。
[0008] 进一步地,所述机构安装板的左侧呈向下倾斜的形状,在倾斜的下端设有挡块。 安装板一侧设有管道提升装置,依靠管道提升装置将管道提升到塞子上方并向下落下; 斜坡上还安装有物料传感器,物料传感器将感应到的物料信号传输至控制系统。
在其中一实施例中,所述多个支撑柱的顶部设有两个滑轮。 料带一??端固定在支撑柱右侧,然后绕过支撑柱顶部的两个滑轮,再绕过滑轮。 一、然后其另一端与料带牵引装置连接; 使料带由于自身重力和长度的作用,在滑轮一和滑轮二之间形成向上的弧形。
[0010] 在一实施例中,所述物料移动块的上方设有多个狭槽; 移动驱动装置包括旋转驱动装置二、转轴二和齿轮齿条传动机构。 旋转驱动装置2。通过转轴2和齿轮齿条传动机构1驱动物料移动块左右移动。
在一实施例中,所述提料块的上方设有多个槽缝; 升降驱动装置包括旋转驱动装置3、皮带传动机构、转轴3和齿轮齿条传动。 机构二和旋转驱动装置三通过皮带传动机构、转轴三和齿轮齿条传动机构二驱动物料升降夹块。
[0012] 在一实施例中,滑动驱动装置一包括设置在滑动导轨上的齿条以及分别设置在卡爪机构一、卡爪机构二和卡爪机构三上的电机和齿轮。 ; 爪机构一、爪机构二、爪机构三通过设置在其上方的电机带动相应齿轮转动,然后配合齿条完成各自独立的运动。
[0013] 在一实施例中,卡爪机构一、卡爪机构二和卡爪机构三为液压卡爪机构。
[0014] 在一个实施例中,第二滑动驱动装置是液压驱动装置。
通过上述技术方案,本发明具有以下有益效果:
1、可批量切割方管、圆管等多种管型,适用范围广泛; 可切割管材圆周尺寸(圆管直径、方管宽度)大,切割长度易于调节;
2、从上料到最终切割下料,完全自动化,无需人工监管,节省人工成本,提高生产效率;
3、供料过程中,料管由料升起少量供给,然后落下,再升起,如此循环,避免管材供给过程中堆放混乱;
3、结构设计科学合理、成本低、使用方便。
【图片说明】
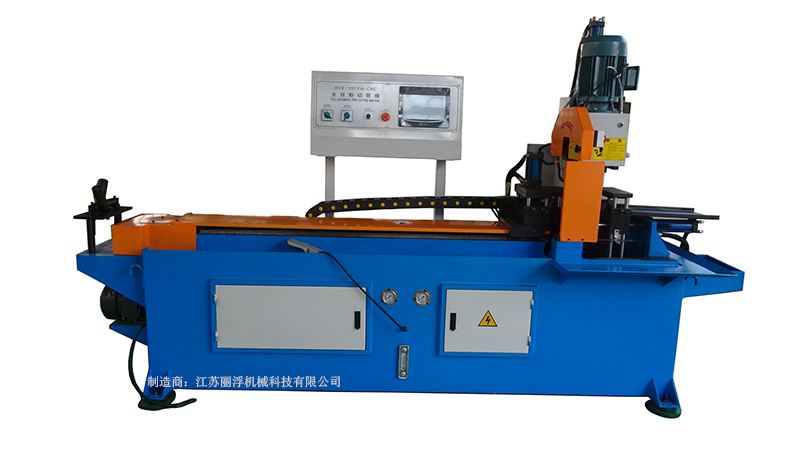
图1是本发明的立体结构图;
图2是加载机构的三维结构图;
图3是加载机构的局部结构示意图;
图4是加载机构的局部结构图二;
图5是加载机构的局部结构图三;
图6是秋葵app福引导入口立体结构图。
图7是秋葵app福引导入口局部结构图。
图8是秋葵app福引导入口上的理管机构的局部结构图。
图9是秋葵app福引导入口上的理管机构的第二局部结构图。
符号说明
1.送料机构 11.机架
12.支撑柱 13.机构安装板
131. 止动装置 132. 管道提升装置
14. 一号轴 15. 一号滑轮
16.料带 17.料带牵引装置
18.动力轴 19.链轮 1
110. 链轮 2 111. 链条
112. 旋转驱动装置 113. 物料移动块
114. 承料块 115. 固定架
116. 喷射板 117. 调节机构
1171. 手轮 1172. 驱动轴
118. 滑轮 2 119. 旋转驱动装置 2
120.旋转驱动装置三
2、秋葵app福引导入口
21. 机座 22. 滑动导轨
23. 爪机构一 24. 爪机构二
25.爪机构三 26.切断装置固定座
27.倾斜导轨 28.切割装置
281.切割驱动电机282.切割刀盘。
具体实施例
[0017] 下面结合附图和实施例对本发明的技术方案进行更加详细的说明,但本发明的保护范围并不限于此。
[0018]实施例:一种自动秋葵app福引导入口,如图1所示,包括送料机构1、切秋葵app福引导入口2和控制系统。 上料机构1位于秋葵app福引导入口2后方,将待切割的管材供给至秋葵app福引导入口2。
本实施例中,自动秋葵app福引导入口还包括切割机构(图中未示出),该切割机构位于秋葵app福引导入口2的前方,并受控制秋葵app福引导入口 结构2与进给机构I的协同工作。
[0020] 如图2至图5所示,装载机构1包括框架11,框架11的右侧设置有多个支撑柱12,框架11的左侧设置有多个支撑柱12。机构安装板13平行排列。 机构安装板13上设有转轴14,转轴14上设有滑轮15。各支撑柱12上固定有料带16的一端。料带16绕滑轮15转动。另一端连接料带牵引装置17。料带16的长度使其在支撑柱12和滑轮15之间通过。由于其自身的重力和长度,其呈向上的弧形。 。 料带牵引装置17牵引料带16的一端,使料带16绕滑轮15移动,从而使料带16的弓形部分具有所需的张力。
[0021] 转轴14的左侧设置有动力轴18,动力轴18上固定有多个链轮19。转轴14上对应设置有多个链轮110。链轮19和链轮2 110的顶部设置有链条111,使得多个链条111整体水平且相互平行。 动力轴18连接有旋转驱动装置112,动力轴18的旋转由旋转驱动装置112驱动。
[0022] 机构安装板13的左侧呈向下倾斜的形状。 机构安装板13的前侧设有多个走料块113,多个走料块113由机架11上的移动驱动装置驱动,左右平行同步移动。 在机架11上的走料夹具113向左移动的极限位置处对应设有多个提料块114。 升降驱动装置驱动多个物料升降块114同步上升或左移。 落地。
[0023] 支撑柱12的顶部设置有滑轮二118。料带16的一端固定在支撑柱12的右侧,然后绕过支撑柱12顶部的滑轮二118将料带16套在立柱12上,再绕过滑轮一15,再将另一端与料带牵引装置17连接,使料带16在滑轮一15与滑轮二118之间的空间形成向上的弧线。由于其自身重力和长度而形成的形状。 支撑柱12顶部设置滑轮118,使得料带16的运动更加平稳,减少了承载状态下的应力集中,从而延长了使用寿命。
[0024] 物料移动块113上方设有多个槽口。移动驱动装置包括旋转驱动装置2 119、旋转轴2和齿轮齿条传动机构1。 旋转驱动装置2 119通过转轴2和齿轮齿条驱动机构1驱动移料块左右移动。
[0025] 压料块114上方设有多个槽口。升降驱动装置包括旋转驱动装置120、皮带驱动机构、旋转轴3和齿轮齿条驱动机构2。旋转驱动装置3 120通过皮带传动机构、转轴3、齿轮齿条传动机构2驱动物料提升块体。114上下移动。
[0026] 如图6和7所示,秋葵app福引导入口2包括机座21、滑动导轨22、卡爪机构23、卡爪机构二24和卡爪机构三25。滑动导轨22沿前后方向设置于机座21上。 第一爪机构23、第二爪机构24和第三爪机构25分别通过滑动驱动装置1可移动地设置在滑动导轨22上。
滑动驱动装置一包括设置在滑动导轨22上的齿条以及分别设置在卡爪机构一23、卡爪机构二24和卡爪机构三25上的电机和齿轮。 卡爪机构一23。第二卡爪机构24和第三卡爪机构25通过设置在其上方的电机驱动相应的齿轮旋转,然后与齿条配合完成各自独立的运动。
[0028] 滑动导轨22靠近端部的一侧设置有切割装置固定座26,切割装置固定座26上设置有倾斜导轨27,切割装置28可滑动地位于倾斜位置通过滑动驱动装置2。在导轨27上,当切割装置28向下滑动时,切割装置28的切割刀片延伸到第二爪机构24和第三爪机构25之间。
[0029] 切割装置28包括切割驱动电机281和切割刀片282。切割刀片282位于切割驱动电机281的前方,切割驱动电机281驱动切割刀片282旋转并进行切割。 切割驱动电机281下方设有滑块,切割装置28通过切割驱动电机281下方的滑块和滑动驱动装置可滑动地设置在倾斜导轨27上。
[0030] 其中,卡爪机构一23、卡爪机构二24和卡爪机构三25为液压卡爪机构。 第二滑动驱动装置为液压驱动装置。
[0031] 本实施例中,框架11上还设置有管道平整机构,如图8和图9所示。管道调理机构包括固定框架115、调理板116和调节机构117。固定框架115包括垂直部分和水平部分。 竖直部分竖直固定在框架11的左侧; 水平部分通过其一端固定在垂直部分的上端,水平部分呈悬臂梁形状。
[0032] 调节机构117包括手轮1171、传动轴1172和齿轮齿条传动机构3。传动轴1172可旋转地位于水平部分的一端,齿轮齿条传动机构的齿轮3固定位于传动轴1172上。齿轮齿条传动机构3的齿条与分选板116固定连接。 修整板116的底部的形状适合于链条111顶部的斜坡状部分的边缘和机构安装板13的左侧。修整板116的底部可以是通过转动手轮将其调整至链条111的顶部和机构安装板13的左侧。 倾斜部分边缘处的间隙。
[0033] 机构安装板13的左侧呈向下斜坡状,斜坡下端设有挡块131。 机构安装板13的一侧设有管道提升装置132,通过管道将管道提升。 装置132将管提升到塞子131上方并向下落下。 斜坡上还设有物料传感器,物料传感器将感测到的物料信号传输至控制系统。
该自动秋葵app福引导入口的具体工作流程如下:
管子沿前后方向堆放在料带16在滑轮一15和二滑轮118之间形成的圆弧(凹圆弧)上。料带16的一端被料带牵引装置17牵引,使得料带16的一端被料带牵引装置17牵引。料带16绕滑轮15移动一小段距离(每次牵引的具体长度可根据实际需要通过控制系统预设),使料带16的凹弧深度减小,从而在转动使堆积的材料向上提升。 由于支撑柱12的高度高于转轴14上滑轮15的高度,因此管道会在一定程度上向滑轮15滚动或滑动。
在料带16的驱动作用下,靠近滑轮15的管道到达链条111,旋转驱动装置112通过动力轴18驱动链条111绕链轮19和链轮2 110运行,然后将管材输送到机构安装板13的左侧并沿斜坡滑落到止挡件131上。其中,粗化板116的作用是形成只能容纳单层的狭缝粗化板116的底部、链条111的上边缘和机构安装板13左侧的斜坡状部分的边缘之间的管道的排列,从而防止管道相互重叠和混乱。 。 通过转动手轮,可以调节调节板116的底部与链条111的顶部以及机构安装板13左侧倾斜部分的边缘之间的间隙大小,以满足调节的需要。不同批次和尺寸的管道。
[0036] 控制机构安装板13一侧的顶管装置132将块体131上的管道顶起,使管道穿过块体131向下落入移料块的槽内。 当预定量的管材落入移料块113的槽内时,移料块113在移动驱动装置的驱动作用下移动至提料块114。 抬料块在提升驱动装置的驱动下向上上升,然后将移料块113上的管材提升。 移料块113复位,等待再次接收钢管材料。
爪机构一23在滑动驱动装置一的驱动下,到达提料块114托起的管材前端下方,夹住管材并向前移动,将管材传送至爪机构二24,卡爪机构三25、第二卡爪机构24和第三卡爪机构25夹住管材后,切割装置28在滑动驱动装置2的驱动下向下滑动,使切割刀片282伸入第二卡爪机构中。 24和卡爪机构对3和25之间的管材进行切割。通过控制系统控制第一卡爪机构23和第二卡爪机构24、第三卡爪机构25之间的距离来确定管材的切割长度。 通过在控制系统中预先设置相应的参数,可以将每一段切割成预定的长度。 的切割。 完成一次截断切割后,切割装置28在滑动驱动装置2的驱动下向上滑动复位,爪机构25将已被截断截取的管段向前移动。 当管段到达卸载机构后,爪机构325释放管段并返回到原始位置,卸载机构完成被截取的管段的卸载工作。
[0038] 当物料传感器感应到机构安装板13左侧斜面与粗化板116之间的管材未达到一定量时,控制系统控制料带牵引装置17,使料带转动。驱动装置112等驱动相应的送料执行部分再次供给材料,然后通过材料移动块113、材料提升块114和卡爪机构325将材料管再次输送至切割装置28,以进行切割。进行下一个循环的切削工作,本循环完成。 批量管件的切割工作。
[0039] 装载过程中,控制系统控制料带牵引装置17牵引料带16移动一定距离,使管材上升到一定高度并转移到链条111上,然后返回到一定距离,然后上升送料。 这样,物料带16上的管道堆积重新排列,从而便于向链条111供应物料。
[0040]以上所述仅为本发明的优选实施例而已,并不用于限制本发明。 尽管结合前述实施例对本发明进行了详细描述,但是本领域的技术人员仍然可以对前述各实施例描述的技术方案进行修改,或者用等同物替换部分技术特征。 凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
[主权项目]
1、一种自动秋葵app福引导入口,其特征在于:包括送料机构、秋葵app福引导入口和控制系统; 送料机构位于秋葵app福引导入口后面,将待切割的管材供给至秋葵app福引导入口机构。 控制系统控制送料机构和秋葵app福引导入口的协同工作; 送料机构包括机架,机架右侧设有多个支撑柱,机架左侧设有多个平行排列的机构安装板。 安装板上设有转轴,转轴上设有滑轮; 料带一??端固定在各支撑柱上,料带绕滑轮一圈,另一端连接料带牵引装置。 料带的长度使其在支撑柱与滑轮之间的空间由于自身的重力和长度而形成向上的弧线; 料带牵引装置拉动料带的一端,使料带绕滑轮移动,从而使料带的弧形部分达到所需的张紧程度; 转轴1的左侧设有动力轴,动力轴上固定有多个链轮1。 转轴一上对应设置有多个链轮二,链轮一和链轮二上设置有链条。 ,使多条链条处于整体水平平行状态; 动力轴与旋转驱动装置1连接,旋转驱动装置1驱动动力轴旋转。 机构安装板的左侧呈向下倾斜的形状,机构安装板的前侧设有多个移料块。 移动驱动装置驱动多个物料移动块在机架上平行同步左右移动; 机架上的移料块快速移动至左限位。 对应位置有多个提料块,提升驱动装置驱动多个提料块同步上升或下降; 秋葵app福引导入口包括机座、滑动导轨和夹具。 爪机构一、爪机构二、爪机构三; 滑动导轨前后设置于机座上。 爪机构一、爪机构二、爪机构三可通过滑动驱动装置一独立运动。 切割装置固定座设置在滑动导轨靠近端部的一侧,切割装置固定座上设置有倾斜的导轨。 切割装置通过滑动驱动装置2可滑动地安装在倾斜导轨上。在导轨上,当切割装置向下滑动时,切割装置的切割刀片延伸到卡爪机构2和卡爪机构3之间。 切割装置包括切割驱动电机和切割刀片,切割刀片位于切割驱动电机的前方,切割驱动电机驱动切割刀片旋转进行切割。 切割驱动电机下方设有滑块,切割装置穿过切割驱动电机下方的滑块和滑动驱动装置。 在倾斜的导轨上。
2.根据权利要求1的自动秋葵app福引导入口,其特征是:它还包括放电机构,放电机构位于管道秋葵app福引导入口前面,控制系统控制放电机构,秋葵app福引导入口和上管。 材料机构的协作工作。 3.根据权利要求1的自动秋葵app福引导入口,以此为特征:框架还配备了管道调理机构,管道调理机构包括固定框架,调节板和调整机构; 固定框架包括垂直部分和水平部分; 垂直部分垂直固定在框架的左侧; 水平部分以悬臂梁的形状固定在垂直部分的上端。 调整机制包括手轮,变速箱轴和齿轮和钳子变速器机构3,变速箱轴位于水平部分的一端,架子和钳子传输机构3的齿轮固定在变速箱轴以及齿轮和小齿轮传输机构3的架子固定在排序板连接上; 修剪板的下侧的形状适合于链的上边缘的边缘和安装板左侧的倾斜部分。 通过转动手轮,可以将修剪板的下表面调节到链的上边缘和安装板左侧的倾斜部分的边缘。 清除。 4.根据权利要求3的自动秋葵app福引导入口,以此为特征:安装板的左侧处于向下斜坡的形状,并在坡度的下端以及在那里的安装板是一个抬高装置,可用于将管道推到塞子上,然后向下掉下; 斜坡上还有一个材料传感器,物料传感器将感知的材料信号传输到控制系统。 5.根据权利要求1的自动秋葵app福引导入口,以此为特征:多个支撑柱在顶部提供两个皮带轮; 材料皮带的一端固定在支撑柱的右侧,然后绕过支撑柱的顶部。 皮带轮两,然后绕开皮带轮一,然后将其另一端连接到材料皮带牵引装置。 因此,由于其自??身的重力和皮带轮和皮带轮二线之间的长度,材料带形成了向上的弧形。
6.根据权利要求1的自动秋葵app福引导入口,以此为特征:物料移动块上方有多个插槽; 移动的驾驶装置包括两个旋转驾驶装置,一个旋转轴和齿轮齿。 第一个机架传输机构和第二个旋转驾驶装置驱动物料移动块的左右移动,穿过第二个旋转轴以及第一个机架和小齿轮传输机构。 7.根据权利要求1的自动秋葵app福引导入口,以此为特征:材料提升块上方有多个插槽; 起重驾驶装置包括旋转驾驶装置和皮带传输机构。 ,旋转轴三,架子和小齿轮传输机构二,旋转驱动装置将材料提升块驱动到通过皮带传输机构上下移动,旋转轴三,架子和小齿轮传输机构二。 8.根据权利要求1的自动秋葵app福引导入口,以此为特征:滑动驱动器设备包括滑动导轨上提供的架子和一个爪机构,一个爪子机构,两个爪子机构和一个夹紧装置和一个在滑动导轨上排列的夹具。 爪机构上的电动机和齿轮三; 爪机构一号,爪机构二和爪机构三分别驱动相应齿轮的旋转通过设置的电动机,然后与机架合作以完成其独立的运动。 9.根据权利要求1的自动秋葵app福引导入口,以此为特征:第一,第二和第三爪机制是液压爪机构。 10.根据权利要求1的自动秋葵app福引导入口,以此为特征:第二个滑动驱动器设备是液压驱动器。
[文档编号] B23D21/00GK105834507SQ2
【开放日期】2016年8月10日
【申请日期】2016年6月7日
【发明家】黄明古,楚·温森格,杨Quanyi,Hu Zhanling,Chen Xingyuan
【申请人】HuangMinggui
热线电话:18796838612
联系人:朱经理
手机:18796838612
邮箱:1044463515@qq.com
地址:江苏省苏州市张家港东莱华宇路28号