您好,欢迎访问这江苏丽浮

专注管材成型设备生产
管材加工成型设备专业制造商
全国服务热线18796838612
全国服务热线18796838612
首页 > 秋葵app视频官网 资讯 > 秋葵成人app行情
12.6.2.1弯管工艺及技术要求
弯管就是通过弯管设备将直管弯曲成各种需要的角度。 弯管方法分为冷弯和热弯两种。 管材冷弯是指将弯管在室温下弯曲,无需加热; 管材热弯是指将弯管加热到一定温度后再进行弯管。
1)冷弯及其工艺要点
管材冷弯包括按样棒冷弯、按管件图冷弯、先弯后焊、冷弯先焊后弯。 按样棒冷弯是将样棒按平面、三维形状的制作进行弯曲。 冷弯芯棒的提前量必须适当。 为了保证弯管的质量,必须掌握好回弹角度。
先焊后弯的工艺流程是在弯管之前先将管接头焊接到管子的直段上,然后再将管子弯曲。 因此,弯管必须先焊接,然后弯曲,不得留余量。 开始弯曲时,前法兰上的螺孔位置应与图纸一致。 所有弯头弯曲后,管法兰上的螺孔位置必须符合图纸要求。 先焊后弯工艺在中国船厂尚未得到广泛应用。 但为了降低成本、缩短造船周期,这一新工艺肯定会在各船厂推广应用。
2)热弯及其工艺要点
管道热弯包括填砂平台热弯和中频弯管。
填砂平台热弯时,首先用砂子填充管道,使管道弯曲时受热区基本保持原有形状。 应根据不同管道材质控制管道加热温度。 钢管的加热温度一般为900~1050℃,可以弯曲。
中频弯曲的基本原理是利用中频电流产生的交变电磁场来加热管道。 被加热的加热区非常狭窄,加热区两侧都处于寒冷状态。 当外界给管道施加扭矩时,管道就会弯曲变形。 在弯曲过程中,在加热、弯曲、冷却和移动时始终保持窄带。 弯曲成形部还起到弯管模具的作用,因此不需要弯曲模具。
热弯虽然加工复杂,但成本较高,加工质量比冷弯差,但热弯可以弯曲小半径或大半径的管子。
管道的弯曲质量直接影响管道的安装要求和使用寿命。 因此,在弯曲管子时,必须保证弯头的圆度、外层减薄率、内层皱纹高度、弯曲误差和表面质量。 为了保证弯管质量,在弯管过程中必须遵循相关工艺要点:
(1)管道的弯曲半径一般不小于管道外径的3倍。 在管道布置比较紧凑的地方,在保证弯管质量的前提下,允许小于3倍,但不小于1.5倍。
(2)不锈钢管、合金钢管宜冷弯。 如需热弯,不锈钢管应加热,以免渗碳,而硬化倾向较大的合金钢管不宜用水冷却。 铜管冷弯前应进行部分退火处理。
(3)秋葵成人app、管子内径及塞芯工作部分应涂适量润滑油。
(4)对于有芯秋葵成人app,弯管时芯杆端部的圆柱截面位置应超过与其垂直的模具中心线,其导程值一般根据试验确定。 新安装调试好的秋葵成人app可按表12.6-2选用。
表12.6-2弯管导程值

注:表中D、d分别表示管道的外径和内径。
(5)弯曲铜、铝管时,必须仔细清除管道内外表面以及与机械设备和管道接触部位粘附的硬质杂物(如铁屑、沙子等)。 弯曲时应加少许润滑油,防止管子内外表面拉伤。
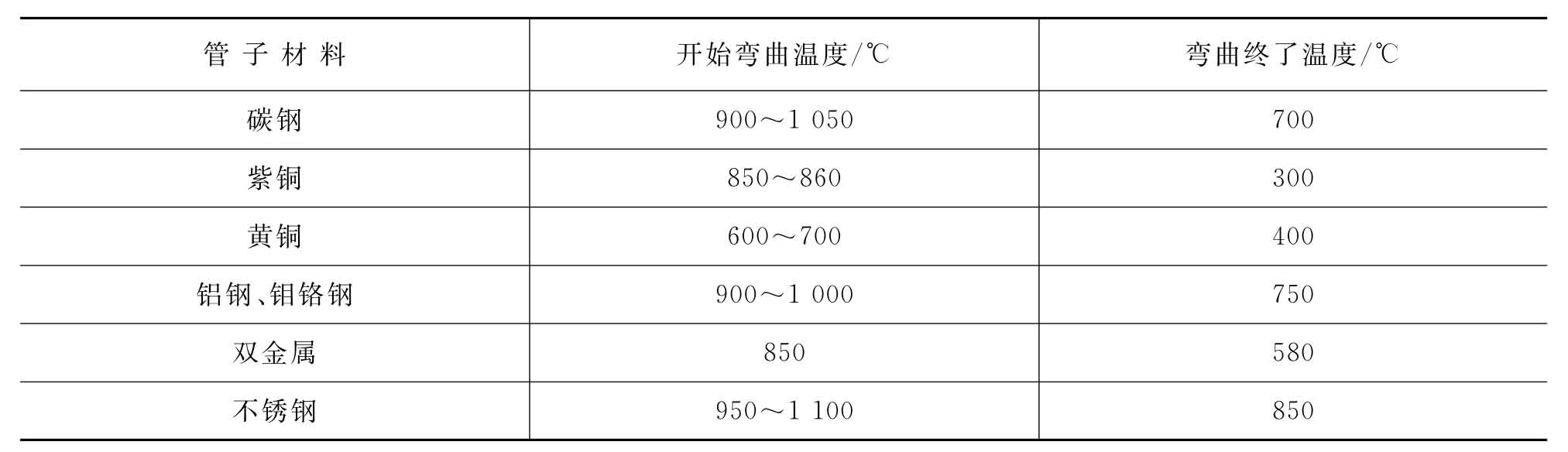
(6)管材热弯时,加热应缓慢、均匀、彻底,防止过烧。 加热温度见表12.6-3。
表12.6-3管材热弯加热温度
(7)冷弯铜及铜合金管弯曲后应进行退火处理。 退火温度为500~700℃。 外径大于120mm的合金钢管和碳钢蒸汽管弯曲后应进行退火处理。 碳钢管应加热至600~650℃,壁厚小于或等于25mm,并保温至少1小时,然后置于平静空气中。 缓慢冷却,合金钢管的热处理是由成分决定的。
12.6.2.2弯管质量要求
(1)管壁不应有因碰撞而造成的擦伤沟槽和明显凹陷,管弯头不应有裂纹、结疤、烧伤、折叠、分层等缺陷。 如有上述缺陷,应彻底清除,清除部位的壁厚减少量应在壁厚减少率的允许范围内。
(2)弯曲角度误差和旋转角度误差应符合表12.6-5(管件装配尺寸偏差标准)序号第2、3、4项的规定。
(3)弯管的圆度应符合表12.6-4的规定。
表12.6-4 弯管圆度

注:表中DW为管道实际外径。
圆度O按公式12.6-1计算:

式中:O——弯曲处截面圆度/%;
DW——管道实际外径/mm;
A——弯曲段最大外径/mm;
B——弯曲段最小外径/mm。
(4)管壁减薄率要求
测量管材弯曲前后的壁厚,可计算出管材弯曲后的管壁减薄率η1,并按式(12.6-2)计算:

式中:η1——管材弯曲后壁厚减薄率/%;
t——弯曲前管壁实际平均厚度/mm;
t1——弯曲后管壁最薄处的厚度/mm。
管壁减薄率要求值η2按下式(12.6-3)计算:

式中:η2——管道弯曲壁减薄率要求值/%;
DW——管道实际外径/mm;
R——弯曲半径/mm。
显然,eta1应小于eta2,这样弯管质量才符合要求。
(5)管壁皱纹高度要求。 管道弯曲后,允许有均匀的皱纹,但其高度不得超过管道实际外径的2%,对于直径DN65mm以下的管道应消除。
12.6.2.3秋葵成人app
秋葵成人app按弯管方式分类,包括冷秋葵成人app和热秋葵成人app。 冷秋葵成人app按驱动方式可分为手动、电动和液压驱动三种。 按控制方式可分为手动、程控和数控秋葵成人app。
1)手动秋葵成人app
弯管的。 其结构简单、使用方便、携带方便。 一般可弯曲外径27毫米以下的管道。
2)电动秋葵成人app
它由传动部分(机内)和弯曲部分(机外)组成。 传动部分包括机械传动和电机调速。
3)液压秋葵成人app
它利用液体压力作为秋葵成人app的动力。 与电动秋葵成人app相比,运行更可靠,稳定性更好,弯管角度精度更高。 电动秋葵成人app弯管时,断电后,由于机械传动的惯性,弯管盘继续随主轴转动约1°至3°。 液压秋葵成人app则没有这个缺陷,不受机械传动惯性的影响。
4)手动、程控、数控秋葵成人app
一般指有芯液压秋葵成人app。 其机械结构基本相同,主要由秋葵成人app、送料机构和转角机构组成。
手动秋葵成人app的弯曲、送管、翻转均由手动控制。
程控秋葵成人app也称为半自动秋葵成人app。 一般弯管、送管都是自动的,转弯角度是手动控制的。
数控秋葵成人app也称为全自动秋葵成人app。 如果管材按照先焊接后弯管工艺加工,则必须采用数控秋葵成人app才能保证弯管质量要求。
数控秋葵成人app是一种能按照规定的程序和数据自动工作,完成弯管任务的自动化机床。 由于管材回弹、伸长等因素的影响,管材加工精度不等于数控秋葵成人app的控制值。 为此,在讨论数控秋葵成人app的加工精度时,不仅要研究机器的定位精度,还要重点研究如何修正回弹和伸长。 否则,将难以保证成品管材的加工精度。
5)平台热弯装置
平台加热弯管装置由两部分组成,一部分是加热炉,另一部分是弯管平台。
6)中频秋葵成人app
中频秋葵成人app按受力方式不同可分为拉弯式、推弯式和推拉组合式三种。
图12.6-1(a)为拉弯弯秋葵成人app示意图。 拉弯的特点是可以弯曲薄壁管,但壁厚减薄量大,弯曲首尾质量较差。
图12.6-1(b)为推弯弯秋葵成人app示意图。 推弯可以消除拉弯的缺陷。 弯管壁厚减少量小,弯头和弯头末端无内凹缺陷,操作方便。 它是目前使用最广泛的形式。
推拉式组合秋葵成人app综合了推拉式秋葵成人app的优点,一般适用于大型秋葵成人app。
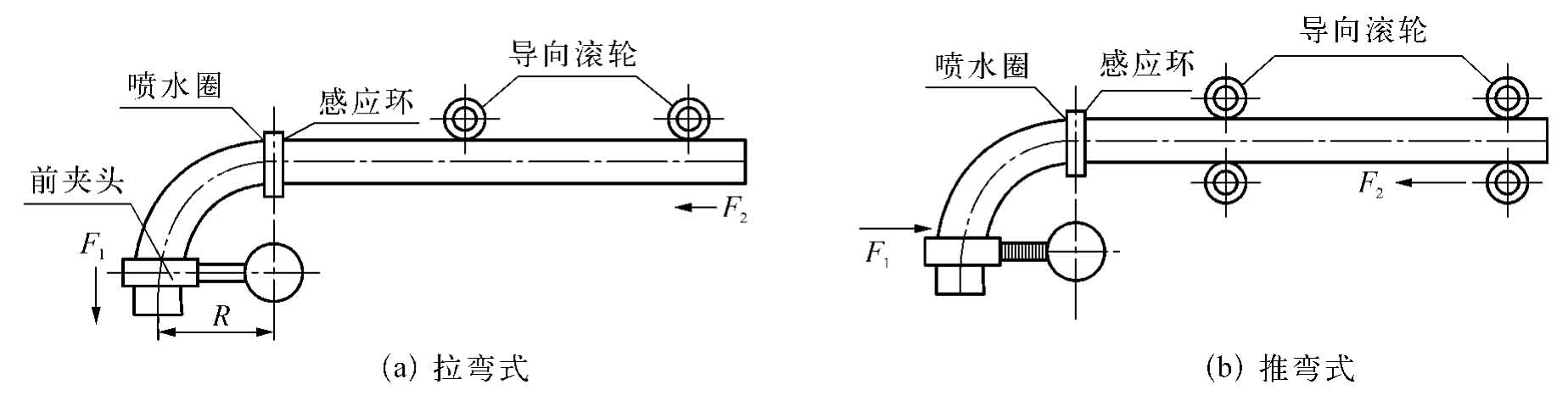
图12.6-1 中频秋葵成人app
热线电话:18796838612
联系人:朱经理
手机:18796838612
邮箱:1044463515@qq.com
地址:江苏省苏州市张家港东莱华宇路28号